盆角齿的工作原理及分类 : 盆角齿全称为差速器主被动齿,分为主齿和被动齿两部分作为一套,俗称盘角齿。 盆角齿工作原理: 单级减速器就是一个主动椎齿轮(俗称角齿),和一个从盆角齿,主动椎齿轮连接传动轴,顺时针旋转,从盆角齿贴在其右侧,啮合点向下转动,与车轮前进方向一致。由于主动锥齿轮直径小,盆角齿直径大,从而达到减速的功能。
当前盆角齿的加工工艺是比较多的,在批量生产中,第一个工序定位基准的加工是一个非常重要的环节,大多数企业还处在用车床加工的阶段,山东安博机床根据客户的加工不断摸索,生产的数控铣端面打中心孔机床,可以高效完成盆角齿大端的端面铣削、中心孔加工,两端同时完成,精度一致性非常高,效率提升明显,且有效控制总长,为后续的工序提供了较高的精度基准,为整个盆角齿加工提升效率非常明显。
当前盆角齿的加工工艺是比较多的,在批量生产中,第一个工序定位基准的加工是一个非常重要的环节,大多数企业还处在用车床加工的阶段,山东安博机床根据客户的加工不断摸索,生产的数控铣端面打中心孔机床,可以高效完成盆角齿大端的端面铣削、中心孔加工,两端同时完成,精度一致性非常高,效率提升明显,且有效控制总长,为后续的工序提供了较高的精度基准,为整个盆角齿加工提升效率非常明显。
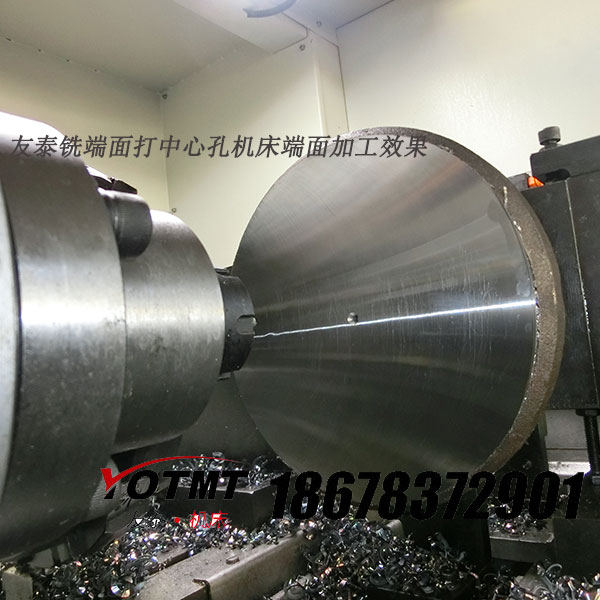
如下图所示的大型盆角齿毛坯件,山东安博设计的铣端面打中心孔机床可以快速装夹这种工件,高效率的完成大小面的加工,控制总长,加工中心孔,且高效的专用夹具具备很高的通用性,更换工件不需要更换夹具,轻松更换工件,让工人轻松完成加工,提高加工效率,加工精度,极大有效的降低了后序工序中因装夹精度不准带来的加工不方便。



