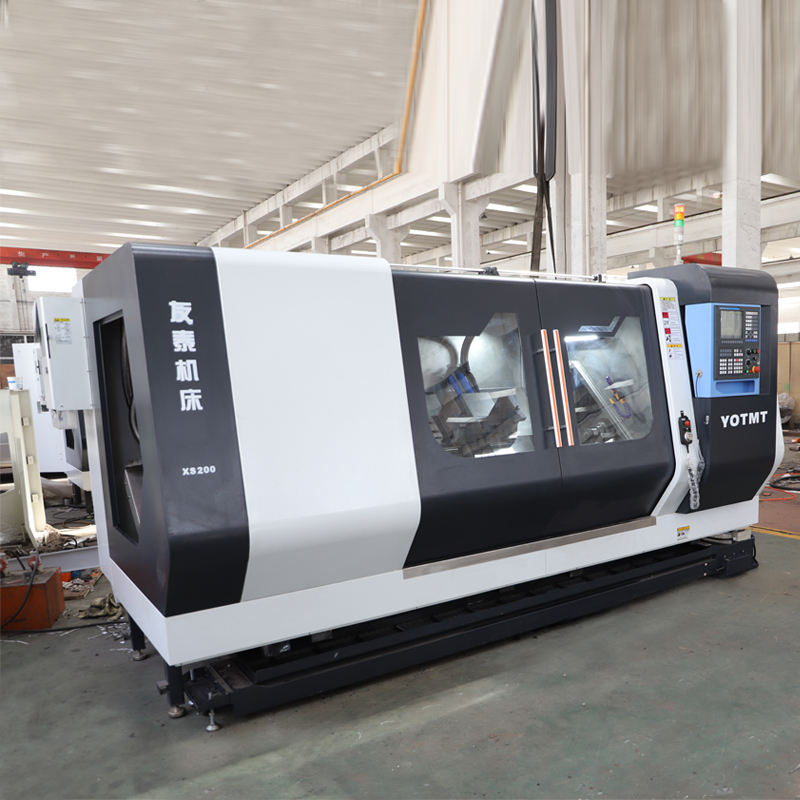



XS16-2000铣打机,长轴铣端面打中心孔机床
直径范围:15-160长度范围:300-2000
基本功能:铣端面、打中心孔
选择功能:u钻、套车、攻螺纹、镗孔、扩孔、铰孔、铣槽

XS16-2000铣打机是一款长轴铣端面打中心孔机床,主要针对20-160轴类零件铣端面钻中心孔加工,设备可配置气动松拉刀快速换刀机构,可以实现多种特征的加工。主要应用行业电机轴、轧辊、动车轮轴等行业。
设备采用四轴Z1、X1,Z2、X2坐标结构驱动,伺服系统控制,可以对各种轴类零件一次装夹,同时完成两端面铣削、钻中心孔加工、攻螺纹等加工。
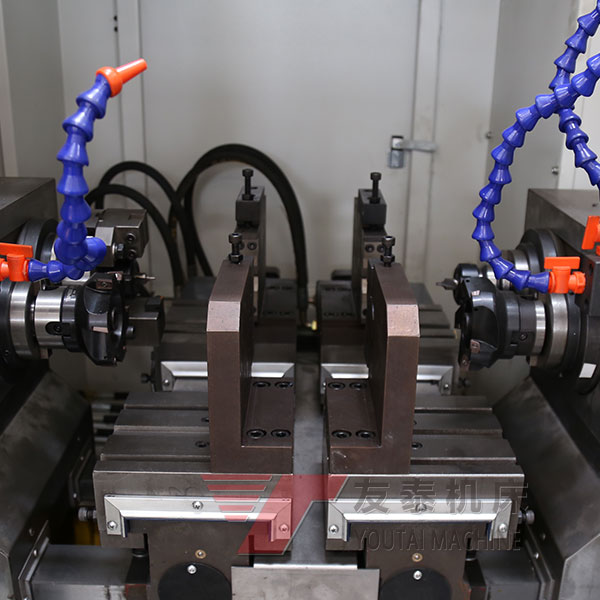
XS16-2000铣打机布局及控制原理
本机采用45°斜床身位三工位布局,Z1、Z2主要实现工件总长铣削控制以及钻中心孔控制孔深和退让刀的控制;
X1、X2实现各工位之间的转换以及铣削平面的位移,主轴旋转由主轴伺服驱动器控制,为机床提供主切削动力。
工件采用大行程自定心同步夹钳夹紧,设备设有轴向定位系统,方便大型工件的自动轴向定位功能。
斜床身铣端面打中心孔机床XS16-1600主要特点
1、床身:采用整体斜床身结构,加宽导轨跨距及加大导比用于提高设备刚性。HT300高级树脂砂铸造工艺,经有限元分析计算,合理的加强筋结构,严格经过二次时效处理。导轨磨削采用粗磨冷确后精磨的工艺,提高了导轨精度;
2、导轨:高刚性矩型导轨,滑台面经贴塑处理,降低磨擦系数,避免爬行现象,容积式润滑系统供给,润滑充份,采用大直径预拉伸双螺母精密滚珠丝杠传动,刚性强,丝杠两端配有聚氨酯缓冲装置,使用寿命更长;
3、夹具:采用特别研发的液压自定心虎钳,性能稳定,装夹方便,夹持力强。特别研发的夹具结构不仅具备钳口中心高度微调功能,更突破了同行业夹具前后调整时难度大、调整精度不受控制,操作不方便的情况。新开发的夹具调整时不仅精度易控制,而且简单方便,节约了大量的夹具调整时间。并设有轴向自动定位系统,某种程度上更换工件无需对刀;
4、数控系统:设备配置绝对值总线伺服控制系统,开机无需回零即可加工。外置手持操作盒,对刀操作方便,数控系统具有手轮模拟试切功能,有效防止程序编错造成机床撞车;
5、机床防护:机床采用全封闭防护,经静电喷涂工艺处理,内部采用不锈刚封闭式防护,美观大方。

| 项目 | 单位 | XS16-1000 | XS16-1600 | XS16-2000 | XS16-2000 |
| 铣销直径范围 | mm | Φ15~Φ160 | Φ15~Φ160 | Φ15~Φ160 | Φ15~Φ160 |
| 加工长度范围 | mm | 200~1200 | 400~1600 | 200~1200 | 200~1200 |
| 最大铣削量(单边) | mm | 5 | 5 | 5 | 5 |
| 最大套车长度 | mm | 2-35 | 2-35 | 2-35 | 2-35 |
| 中心钻最大夹持直径 | mm | 2.5-6.3 | 2.5-6.3 | 2.5-6.3 | 2.5-6.3 |
| 两端长度铣削一致性 | mm | 0.1 | 0.1 | 0.1 | 0.1 |
| 中心孔深度一致性 | mm | 0.05 | 0.05 | 0.05 | 0.05 |
| 中心孔粗糙度 | Ra | 3.2 | 3.2 | 3.2 | 3.2 |
| 主电机功率 | KW | 5.5 | 5.5 | 5.5 | 5.5 |
| 总功率 | KW | 25 | 25 | 25 | 25 |
| 外形尺寸 | m | 4.1×1.7×1.8 | 4.4×1.85×1.96 | 5.4×1.96×2.1 | 6.5×2.1×2.16 |
 2、机床优势:
2、机床优势:
 【售后服务】
【售后服务】